Flange classifications are:
Raised-Face: The contact area is raised 0.0625 inches for classes 150 and 300. For classed above 300, the contact area is raised 0.25 inches.
Flat-Face: When bolting class 150 or 300 flanges to cast iron flanges, flat-face should be used.
Ring Type Joint: Normal use is with flanges in classes 400 and over but can be designed for lower classes if desired.
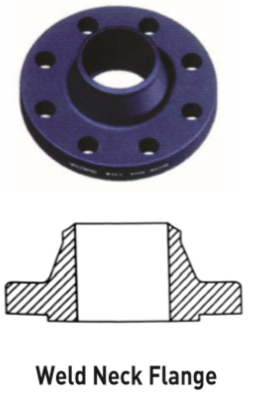
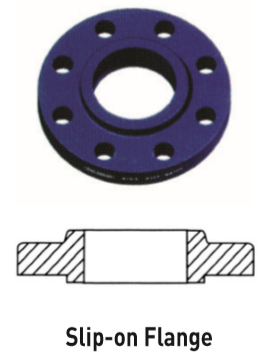
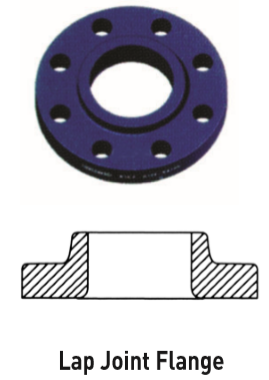
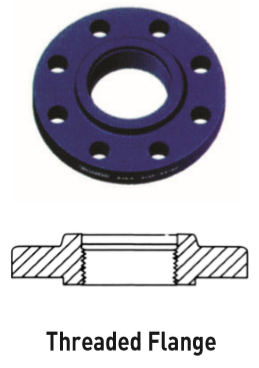
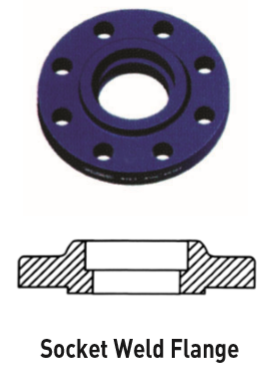
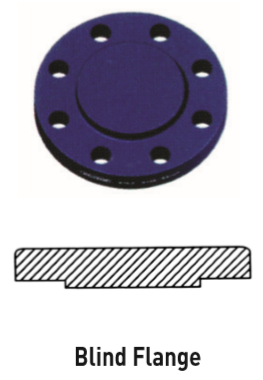
Flanges are designed specifically for classes 150, 300, 400, 600, 900, 1500 and 2500. Common types of flanges are high-hub weld neck, low-hub slip-on, lap joint, threaded, socket and blind.